 图片来源:IStock Photo
图片来源:IStock Photo
复合模具简介
 图片来源:IStock Photo
图片来源:IStock Photo
什么是“成型”?多年来,模塑一直用于形成汽车车身面板、家用电器和工业固定装置等金属产品。金属冲压模具很笨重,生产成本高达数千美元。大多数情况下,只有大公司才能负担得起建造、运营和维护这些工具。复合材料为任何人提供了一种经济有效的方式,可以在他们自己可以生产的模具中进行大量生产相同的零件。
在复合材料提供的所有优点中,它们被塑造成复杂形状的能力可能是最受欢迎的。当一个形状需要多次复制时,最有效的方法是建造一个工具或模具,在这个工具或模具中可以制造零件。成型的零件每次都能完美成形,而且几乎不需要后期整理工作。
复合模具的另一个优点是成本。制造和维护复合模具比购买铝制或钢制模具要便宜得多。
本白皮书将介绍为生产复合材料零件创建精确、高质量、低变形模具所需的步骤,包括:
- 塞准备
- 模具类型
- 材料
- 模具施工步骤
- 脱模
- 准备使用模具
本文旨在帮助新手到中级构建者在他们的第一个项目中获得成功的结果。虽然书中描述的许多原则与大规模的工业技术相同,但书中提供的建议是为了在小商店、车库或车间中使用,以帮助个人产生巨大的成果!出于这个原因,列出的示例旨在缩小规模,提供有用的行业提示。
如何为玻璃纤维模具创建插头
 图片来源:IStock Photo
图片来源:IStock Photo
玻璃纤维模具制作过程从一个被称为塞子的物体开始。插头是要制造的物体的精确表示。一个主要的关键是成功的模具建设是适当的准备插头。插头表面的任何缺陷都将转移到模具上,然后转移到将来用该模具制造的零件上。插头需要有一个完成至少与你希望生产的零件一样好。
在开始制作原始插头的过程时,您必须首先确定将使用的材料类型。插头可以由各种材料制成,只要它们尺寸稳定。这些材料通常包括木材、中密度纤维板、粘土、SMC、泡沫和轻木。如果塞子是由多孔材料制成的,如木材或泡沫,表面必须用树脂或底漆密封。插头需要有一个轻微的锥度,这样模具可以很容易地移除。通常,更大的堵头需要更坚硬和增强的材料。
虽然材料选择有很多选择,但最常见的堵塞制造选择是泡沫。它很容易成型,成本效益高,容易获得。卡塔尔世界杯64强纤维玻璃有几种选择,为您的插头建筑需求,包括#440-C/441-C/442-C/443-C 2 Lb.聚异氰脲酸酯泡沫板,#448-D 6 Lb.聚异氰脲酸酯泡沫板,#445-A六英尺聚异氰脲酸酯泡沫块。多年来,聚异氰脲酸酯泡沫一直是图案建造者最喜欢的材料。你可以切割、雕刻、打磨和雕刻几乎任何形状。虽然这种泡沫可以很容易地数控加工,但它不应该是热线。专业的结果可以通过使用各种手工工具锯,雕刻,平面,并使你的形状平滑。聚异氰脲酸酯片材可以用胶粘在一起#1404-A 3M超级77™喷雾粘合剂成型:为成型功能性的无模零件而形成较厚的块

泡沫塞材料的另一种选择是混合和倒泡沫。我们提供两种密度的混合和倒泡沫#25/326 2 Lb.聚氨酯混合物和#625/626 6磅聚氨酯混合和倒泡沫。与聚酯和聚苯乙烯泡沫不同,聚氨酯泡沫与聚酯和环氧树脂系统兼容。由于它的小细胞结构,我们的混合和倒泡沫经常被用来制作详细的插头和雕塑。
在插头正确成型和打磨后,用高质量的表面处理剂完成插头,例如#1041 Duratec灰色表面处理剂。这些材料可以很容易地打磨和抛光到a级光洁度。有关创建插件的更深入讨论,请参阅我们的学习中心文章“桥塞施工指南”。
复合模具的种类
 图片来源:IStock Photo
图片来源:IStock Photo
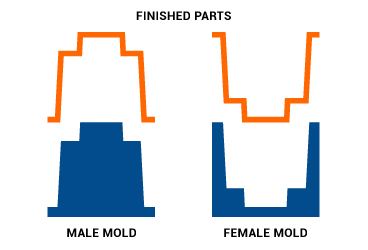
男模和女模是两种主要的形式,但它们产生的成品零件有很大的不同。最省时和最便宜的方法是公模(或正模)。这是一种通过在其外表面制造来模仿零件最终形状的形式。的确,这种类型的模具建造起来更快,但生产出来的每个零件都有粗糙的外部纹理,需要费力的整理。在层压过程中,零件也会“生长”。通常,这是不希望的,除非模具故意做得稍微小一点,预期这种增长。当生产的零件少于5-10个时,应使用公模,当需要美观完美的完成时,不应使用公模。较大的生产运行通常保证与母模相关的时间和成本。本白皮书的其余部分将主要讨论母模的构造,但公模可以使用相同的材料制作。
母型(或腔型)模具通常更昂贵,但它们为中大型生产运行和需要完美美容的应用提供了许多优势。由于每个零件都具有光滑的外表面,因此加工时间大大缩短。女性模具也适合与芯材一起使用,因为无论芯材在零件内部使用得多么不一致,外壳总是光滑的。任何一种类型的模具都可以用于真空装袋,但母模通常更容易密封,同时获得良好的表面特性。如果超过5-10个零件需要光洁度,母模是值得额外的努力。
压缩模具有时是由同时使用男性和女性形式。这些“匹配”的模具非常适合生产精密零件。模具在关闭和拧紧之前要加筋和树脂。多余的树脂被挤出,空隙减少,零件两面光滑。压缩模具也可以修改为树脂注入或注射使用。关键是要考虑成品零件的预期用途,以及需要使用什么类型的模具来构建它。如果事先考虑到这一点,那么可以生产的零件类型就没有限制了。
材料选择
在开始建造任何模具之前,花点时间考虑想要的最终结果。计划制造你的模具至少比你希望从中拉出的零件厚5倍。这将防止翘曲和可能损坏你的模具在脱模过程中。模具的构造将在模具的物理性能、构造成本和构建模具所涉及的时间之间进行权衡。你想要的成品将直接影响到这些权衡。仔细考虑这些因素将使您花费最少的费用来获得预期的结果。

在选择模具制造材料和施工方法时,要考虑到生产运行的长度和零件表面光洁度的期望质量。一开始投入模具的时间和材料将最终影响你能制造多少零件和这些零件的质量。其他要考虑的事情包括对模具的技术具体修改,以帮助真空装袋和压缩成型等程序。更大的法兰值得合并,使这两个程序更容易。定位销沿周边法兰也应规划复杂的模具与多件需要精确对准。最后,考虑如何模具将保持在使用中。蛋箱结构将为形状笨拙的模具增加支持和可管理性。
另一个需要考虑的关键项目是材料在热膨胀方面的兼容性。热膨胀是物质随温度变化而在形状、面积和体积上发生变化的趋势。树脂固化时,会产生热量(放热)。这种热量使材料膨胀到一定程度。由于玻璃纤维和碳纤维具有不同的热膨胀系数,因此在选择材料时需要牢记这一点。精密碳纤维零件和较大的碳纤维部件应采用碳纤维模具制造。这将防止在您的新部分翘曲和变形的可能性。
 图片来源:IStock Photo
图片来源:IStock Photo
你打算如何将模具从插头(以及随后的零件从模具)中释放出来,也将影响整体设计和施工。首先要考虑的因素是模具的牵伸角。这是模具的侧面相对于它的底座的角度。零牵伸的模具有垂直于底部的平边。在一个有正气流的模具上,顶部的边比底部的边宽。零件可以更容易地从模具上取下。具有负牵引力的模具的两侧在顶部比在底部更紧。由于显而易见的原因,零件几乎不可能从负牵伸的模具中取出。必须用负风成型的形状必须在多件模具中制造。每一块都有正草案,便于释放,但他们都螺栓在一起形成负腔。
 图片来源:IStock Photo
图片来源:IStock Photo
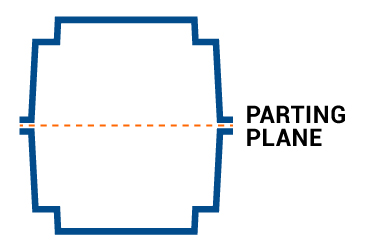
模件连接在一起的点称为分型面。这条虚线将负吃水角分成两个正吃水角。模具可以建立与许多分型平面需要完全分离。飞机通常沿着塞子的最高或最宽的波峰运行。当第一次处理模具建设项目时,用毛毡尖笔在插头上画线是有帮助的。2022年世界杯预选赛直播这允许反复试验草图,直到您满意它位于适当的位置。如果需要进一步的教训,看看塑料儿童玩具上的模具接缝。它们经常被夸大,很少被移除。我们可以从这些例子中学到很多东西。
大型零件和模具很难分离,即使在它们的边缘断开后也是如此。大面积的轻微粘连,甚至静电也会导致这个问题。做好最坏的打算,提前计划。在模具上钻孔,并在模具背面粘接一个空气接头。在成型过程中使用粘土填充孔,这样树脂就不会污染空气管道。当零件准备释放时,连接压缩空气以帮助模具释放。将配件放置在稍后将被修整和移除或容易打磨和修复的区域,以便粘土上的痕迹不会影响成品部件的外观。

在选择实际的树脂和织物时,从创建模具的角度出发,以尽可能低的成本,给定应用hth华体会。几乎所有的复合材料都可以用于模具结构,但零件的要求往往不证明更多的奇异材料的费用。对于许多零件来说,用#77聚酯成型树脂和#250短链垫: 1.5盎司会产生满意的效果。垫提供快速建立,随着均匀的强度和刚度,在最少的层数(通常8-10层)。切丝毡和机织织物的交替层将增加尺寸稳定性和加强你的模具。
使用一个好的工具凝胶涂层,就像我们的#188橙色工装胶衣,喷涂在适当的厚度,将大大有助于实现“a”级模具表面。对于尺寸更稳定的模具,使用我们的#90间苯二甲酸聚酯树脂。间苯二甲酸聚酯树脂具有更好的强度性能,并表现出比通用聚酯树脂更少的收缩,这使得它可以在更苛刻的应用中使用。

有些零件确实需要一个非常严格的模具尺寸精度或寿命。在这些情况下,#1098环氧涂层和系统2000层压环氧树脂它们几乎没有收缩,因此是合理的。模具将看到更高的使用温度应该使用适当的高温材料创建。在这些情况下,System 3300高温环氧模具和高温环氧涂层应该使用。

短切链垫不能与环氧树脂一起使用,因为粘合剂不兼容。我们建议使用#245 10盎司玻璃纤维织物(7500型)和#254 20盎司工装面料用环氧树脂制造模具时。一定要从轻质表面织物(2盎司或4盎司然而,玻璃纤维织物),以尽量减少印刷通过较重的图案材料。将碳纤维和环氧树脂用于需要最高强度和刚度的模具或用于制造碳纤维部件的模具。
|
| 项 |
描述 |
|
| #241 - 2盎司玻璃纤维织物 |
这种非常轻的玻璃纤维湿出透明,保护性的打印屏障,适用于航空航天和海洋应用。 |
 |
| #262 - 4盎司玻璃纤维织物 |
这种玻璃纤维湿后形成透明的保护屏障,可以用来防止下面较重的织物被打印穿。hth华体会 |
|
| #245 - 10盎司玻璃纤维织物 |
也被称为风格7500,这是最常选择的面料建筑模具。 |
|
| #254 - 20盎司玻璃纤维织物 |
这种织物通常放置在模具的中心,以建立体积,强度和尺寸稳定性。 |
|
另一个快速,简单的模具选择是聚氨酯树脂。我们选择的Shore A聚氨酯可以用作柔性材料来创建具有负角度的模具。不像复合模具不能释放负角度的零件,柔软,柔韧的Shore A聚氨酯可以向后弯曲(甚至切断),更容易释放。如果在较厚的部分铸造,柔韧的聚氨酯保持足够的尺寸稳定性模具复合零件。与建造小型复合模具相比,用Shore A聚氨酯建造模具节省了大量的劳动力和时间。然而,随着模具越来越大,制造商选择复合材料是因为它们的重量、寿命和成本效率。有关聚氨酯模具制造的更深入的讨论,请参阅我们的铸造和成型:聚氨酯与复合材料学习中心文章。
塞准备
 图片来源:IStock Photo
图片来源:IStock Photo
在模具建设成功的主要关键之一是适当的准备插头,这是“原始”用于创建母模。回想一下我们之前所说的以终为始,插头需要至少和你想要生产的零件一样好。
对于插头和模具来说,最好的表面光洁度是“a”级,这意味着它是抛光的,高光泽的,没有任何气孔,划痕或缺陷。为了获得可接受的模具表面和较长的模具寿命,从插头表面去除缺陷比试图从模具表面或从模具产生的所有后续零件中去除缺陷要有效得多。一旦塞子被细化到所需的表面光洁度和模具释放已经应用,是时候开始构建玻璃纤维模具。有关构建插头的指南,请参阅我们的学习中心文章“桥塞施工指南”和《插头表面处理及模具表面维护》。
脱模剂

一旦堵头已准备到“a”级完成,施工的女性模具可以开始。首先,需要将脱模剂涂在插头上。这是一个关键的步骤,因为一旦用于构建模具的材料已经固化,它将允许您将模具与插头分开。如果模具不能正确地从插头上释放,模具和插头可能会损坏或损坏,因此请仔细遵循这些步骤。
最常用的释放剂是传统的#1016发蜡和#13 PVA释放膜。当使用分离蜡和PVA时,请遵循以下步骤,以获得最佳成功机会:
- 用干净的干布或涂抹器垫在模具表面涂上一层薄薄的分型蜡。
- 如果是手工抛光,请在一分钟内涂抹一小部分并开始抛光。配有毛圈布或羊绒垫的电源缓冲器将减少在较大表面上的劳动时间。保持电源缓冲器不断移动,以防止摩擦积聚,从而燃烧蜡涂层。表面应打磨得有光泽。
- 为了确保完全覆盖,在初始化新插头或修复后的插头时,至少重复三次应用和抛光过程。
- 让溶剂蒸发一个小时,产生更坚固的蜡屏障。
在最终应用干燥和抛光后,PVA可以应用于塞。为了达到最佳效果,请遵循以下步骤:
- PVA可以刷上,但为了达到最佳效果,请使用喷枪,距离基材12-18英寸。
- 一般来说,要分三层涂抹:第一层是薄薄的薄雾,让它在10-15分钟内完全干燥。然后再涂两层较厚的流动涂层,让每一层完全干燥(每次30-45分钟)。
- 聚乙烯醇应形成光滑,有光泽的表面,不会收缩或从角落或弯曲的表面拉离。
- 它可以应用于聚酯修补,或凝胶涂层,作为无气无胶固化的表层。

在开始模具的铺设之前,必须沿着前面描述的所有分型平面向塞子添加分型法兰或坝。这是在施工过程中划分模具段的形式。这种形式被移除一旦一侧已成型。就像插头本身一样,这些分型法兰是由最便宜的材料构成的,这些材料将支持固化玻璃纤维。粘土、石膏石、打过蜡的海报板、薄金属板和扑克牌都是有用的。典型的做法是,把粘土做成的“蛇”卷在手心,沿着分型平面压在塞子上。当对称很简单时,可以用梅森石制作剪影,并附着在粘土上。使用招贴板或在形状复杂的插头上玩纸牌更容易。在大坝插入粘土之前,剪刀可以迅速剪出必要的轮廓。用一根搅拌棒刮掉多余的粘土,这是要先成型的一面。 More elaborate fixtures can be constructed to do the same job, however this method will provide repeatable results.
在这一点上,任何定位键或榫重新对准多件模具的部分应添加到分型法兰。如果法兰是由粘土制成的,这些键槽可以简单地嵌入柔软的材料。砌石也很容易添加,因为它提供了足够的支撑来保持销子。当使用纸或金属水坝时,只需用粘土做一个钥匙,然后把它粘在表面。先将键槽成型,然后除去粘土,用匹配的键槽制作另一个模段。无论使用什么材料来制作分离坝,在最后一层脱模剂上喷涂或轻轻擦拭。
凝胶涂层应用
 图片来源:IStock Photo
图片来源:IStock Photo
一旦这些步骤已经完成,它的时间开始应用表面涂层。模具凝胶涂层是一种耐磨的凝胶涂层,用于制造模具,其中保光性,优越的硬度,特殊的抗开裂性和最小的变形是最重要的。我们的#188橙色工装胶衣和我们的#186黑色工装胶衣是理想的模具制造应用。虽然表面涂层可以用刷子涂抹,但通过喷涂可以获得更均匀的效果。凝胶涂层和其他表面涂层材料太厚,无法用普通的汽车喷涂设备喷涂,因此需要特殊的重力馈送凝胶涂层杯枪(#120)必须加以利用。通常情况下,杯枪接受一次性杯子,最多可容纳一夸脱的材料。混合适量的催化剂后,就可以喷涂表面涂层了。一旦开始喷涂,保持物料流动;不要像用普通的虹吸设备喷漆一样在每道工序结束时开始和停止。不过要小心,否则太多的材料会很快堆积起来。使用一个#122-A凝胶涂层厚度计测试时,在插头上均匀涂上20-25密耳的厚度。这是最好的实现在三次7-8密耳每通过。在添加下一层之前,不要允许任何初始通道进行粘接。为了获得最佳效果,所有的胶片都必须固化成单一的胶片。环氧表面涂层可以刷上,如果混合正确,则没有问题。
|
| 项 |
描述 |
|
| #188 -橙色工装胶衣 |
这种工具凝胶涂层为模具创造了一种耐磨涂层,具有优异的光泽保持和硬度。 |
|
| #186 -黑色工装胶衣 |
这种工具凝胶涂层为模具创造了一种耐磨涂层,具有优异的光泽保持和硬度。 |
|
| 120 -凝胶涂层杯枪 |
一种快速,易于使用的凝胶涂层枪,用于生产中小型零件。 |
|
| #122 -凝胶涂层厚度计 |
一个简单而准确的方法来确定你的凝胶涂层的厚度。 |
|
一旦表面涂层被涂上,关键是要用第一层加固来稳定它。这将有助于防止表面涂层收缩或从塞子表面升起。第一层钢筋也是模具中最关键的一层,要在不捕获气泡的情况下铺设。所有表面涂层正下方的气穴都容易开裂。在生产一两个零件后,当切屑脱落时,整个模具表面会形成凹坑,需要重新表面。
这个过程也有助于防止聚酯模具的热变形。一个小时后,凝胶涂层摸起来就凉了。首先用一层轻质的表面织物。表面织物用于稳定插头hth华体会上的凝胶涂层,并有助于防止用于模具结构的较重的增强织物通过印刷。一层#262 4盎司玻璃纤维织物和#77聚酯成型树脂在烘烤过程中会稍微加热,但不会扭曲精致的表面涂层。当第一层加固层冷却到触摸时,可以对其进行打磨,以准备更多的材料。剩余的层可以相当快地添加到这个稳定的表面,而不用担心热变形。
应用结构材料
 图片来源:IStock Photo
图片来源:IStock Photo
如果用的是切碎的席子,把席子撕成可处理的大块。磨损的边缘彼此融合得很好,不会像剪刀剪的锋利边缘那样困住空气。法兰区域将需要一些条切割到适当的宽度,以符合分型坝的角落。然而,这可能是唯一需要它们的领域。如果使用粗机织织物,当它们以45hth华体会度的偏斜切断辊时,它们将更容易在严重的轮廓上铺设。在树脂开始凝胶化之前,预先切割很多增强筋,以便每次可以添加2-3层。

使用天然鬃毛刷,用适当的催化树脂预湿表面,然后将垫子放在插头上。这种增强剂会吸收大部分树脂。用刷子把树脂涂到材料中任何干燥的地方。再一次,开始把预切条进入的角度,其中分别坝满足堵头。然后在主表面上应用磨损的补丁,重叠到法兰上。磨砂玻璃腻子也可以散布到这些类型的角落,以防止空气进入。
将空气从层压板中滚出,并至少每隔一层将材料压实至插头表面。首先使用#1105刷毛辊这将在垫子内弹出许多气泡。接下来,切换到锯齿状饱和辊压紧层压板。一定要使用能接触整个表面的滚筒。这个应用程序有许多形状和大小可供选择。
大多数使用短切条垫的模具使用大约8-10层。较重的织物,如hth华体会#223梭织粗纱或20盎司工具织物可以在第三层垫后添加,以更迅速地增加模具的积累和强度。使用机织织物,如我们的1hth华体会0盎司或7-1/2盎司玻璃纤维织物增加模具的物理性能。考虑在0/90度和45/45度之间交替编织图案,这样强度保持一致。一次不要涂抹超过3-4层,这样可以将热量的产生或放热降到最低。
对于需要更大强度,刚度和厚度的较大模具,考虑使用夹芯材料。泡沫板是模具结构中最常用的夹芯材料。泡沫三明治芯将允许您构建更厚,更刚性的模具,而不会增加显著的重量和材料到您的项目。在学习中心的文章中更详细地讨论了三明治芯材料"三明治芯材指南"

由于其改进的物理性能,耐腐蚀性和耐水性,间苯二甲酸聚酯树脂通常被选择用于尺寸稳定性和机械性能至关重要的模具。我们的#90间苯二甲酸聚酯树脂表现出更少的收缩和生产更强,更耐用的模具比标准的一般成型树脂。这种树脂被推荐用于较厚的模具和需要延长使用寿命的模具。
一旦所有的层都到位,并已适当固化,分型坝可以从新法兰的背面剥离,并丢弃。用干净的抹布擦去可能残留在表面的任何多余的粘土。这样做时要注意不要划伤插头。将新鲜的脱模剂涂在新暴露的法兰上,因为这将是其配套结构的形式。再一次,按照上述顺序从表面涂层到最终加固,直到模具的所有部分都建成。
如果需要添加蛋箱支撑结构,现在就是时候了。大多数是由胶合板或其他一些便宜的扁平材料制成的。制作模具轮廓的纸模板,其中面板是附加,以减少漏切。把木头切成合适的形状,这样它就能很好地适应模具和框架本身的任何其他部分。用树脂和钢筋把它粘到模具的背面。以同样的方式将所有其他类似的部件连接到模具上,并按照设计将它们相互连接。一旦固化,这将增加更大的刚性模具。
当所有的部分完成和固化,是时候修剪模具和钻任何最后的螺栓夹孔。先钻孔,这样如果模具的任何部分在修剪时预释放,一切都将在稍后对齐。修剪实际上是最好的实现与锯。砂砾边夹具锯片切割速度更快,与大多数空气模具磨床更少的努力。随着周边完全修整,施工完成。
将模具从塞子上释放出来
一旦模具完全固化(24-48小时),就到了关键时刻——将模具从塞子中释放出来!释放楔形可以用来帮助哄骗模具的插头。卡塔尔世界杯64强纤维玻璃提供各种尺寸的释放楔与不同的刚性。这些塑料楔子应该用来代替螺丝刀和油灰刀,因为它们不会破坏模具表面。将楔子插入模具周围,轻轻敲击到位,在模具周围均匀推进。特殊的空气喷射释放楔(#958-A),它附着在空气压缩机上,也可以用于顽固的零件。在插头和模具之间射出的空气枕头提供了楔子无法到达的压力。如果在插头上安装了一个用于压缩空气使用的配件,请连接空气管道,并在插头和模具之间轻轻地引入强制空气。慢慢地,两者应该分开。如果问题仍然存在,用橡胶槌轻击可以通过模具产生振动导致分离。但是使用时要小心,因为沉重的敲打会使模具断裂。这些组合提示将安全地释放模具部分。
准备使用模具

一旦模具与插头分离,清洁并检查其表面。的残余PVA脱模用温水洗净即可。干燥表面,寻找任何严重的缺陷。关键的问题必须被挖掘出来,重新浮出水面。如果需要,此时应连接铰链,空气注入口和任何其他附件。如果按照说明操作,并且在释放过程中没有任何损坏,那么表面应该已经非常光滑了。通常,脱模剂会留下轻微的纹理,但这可以快速去除,同时达到“a”级表面。首先用400砂纸湿磨,最后用600砂纸湿磨,然后用1000砂纸湿磨。在移动到下一个等级的纸之前,冲洗桶和模具表面,这样就可以去除之前砂纸上残留的砂砾。一旦打磨完成,用我们的抛光剂抛光模具表面#1102-A和#1103-A步骤1和2模具抛光为了最好的结果。有关模具表面准备和维护的更多详细信息,请参阅我们的白皮书《插头表面处理及模具表面维护》。
结论
祝贺所有走到这一步的人。你现在已经准备好着手那些能够真正开启新创造之门的项目。2022年世界杯预选赛直播通过遵循这些简单的说明,可以构建精确,高质量,无变形的模具,以制造高质量的复合材料零件。这些信息与一个聪明的想法相结合,提供了建造许多人认为不可能的结构的自由。希望这份白皮书能给你灌输足够的信心和热情,让你开始你的第一个项目。如往常一样,如果您对工艺或产品有进一步的问题,请致电800-838-8984与我们知识渊博的工作人员联系。




